對騎乘摩托車的安全性來說,安全帽幾乎是每次騎車都會使用到的人身部品,過去小編也做過許多關於安全帽的開箱介紹,有些是國產品牌、有些則是進口品牌,但你曾經想過安全帽是怎麼製造的嗎?為什麼安全帽的價格可以從一伍佰元到一頂數萬元都有?安全帽的安規究竟代表什麼?撞擊過的安全帽還能繼續使用嗎? 這些問題其實小編也很好奇,所以就藉由本次參訪 SOL 安全帽工廠的機會為大家解解惑。

過去小編擁有過的安全帽還是以國產品牌居多,價格相對親民當然是其中一個因素,不過國產安全帽就真的比較差嗎?小編想要試著解答這個疑惑,在小編與 SOL 安全帽品牌討論過後,SOL 公司爽快的答應小編的採訪要求,因此才有機會帶大家一起了解安全帽的生產線與安規測試的實驗室,除了了解安全帽的生產過程之外,安全帽的 DOT、CNS 衝擊吸收與耐穿透安規測試也是這次很重要的部份。

SOL 的工廠位於台南的永康區,分為和平廠與正北廠兩個廠區,而小編本次參觀的是生產國內販售帽款的和平廠,工廠建築物的外型比想像中低調了許多,值得一提的是,當各國帽廠都將生產基地外移到中國或東南亞時,SOL 仍然堅持 100% 台灣生產製造,關於這個堅持小編也感到滿好奇的。

而這次帶小編認識 SOL 工廠的是行銷部的阿仁(左),以及文章最後會與小編直球對決專訪的 SOL HELMETS 楊總經理(右),而本篇最主要的目的除了帶大家認識安全帽的製造過程之外,也希望透過安全帽撞擊檢測實驗室的試驗結果,帶網友們了解安全帽的防護效果為何、該如何挑選一頂適合自己的安全帽,順帶一提,文章下方還有回文抽獎活動!馬上開始 SOL 安全帽工廠的認識吧!
一、帽殼射出成形、EPS黏合、內襯縫紉區
二、烤漆與清洗安全帽
三、水標貼紙生產流程
四、安全帽殼上水標
五、組裝生產線
六、包裝與出貨流程
七、複合材料、模具生產、設計部廠區
八、設計部門與帽款彩繪設計圖
九、複合材料、模具生產、設計部廠區
十、安全帽鏡片珠擊試驗
十一、美國 DOT、台灣 CNS 安全帽衝擊力吸收試驗
十二、DOT、CNS 安全帽耐穿透試驗
十三、歐洲 ECE 安全帽衝擊力吸收試驗
十四、安全帽通風測試
十五、EPS 保麗龍款式分類
十六、專訪 SOL 安全帽楊總經理
十七、採訪心得/總結
| |
- 安全帽殼生產區
![]()
- 原物料
![]()
- ABS顆粒
![]()



- EPS放置區
![]()
- 灰色保麗龍
![]()
- 安裝襯布與扣點
![]()
- 襯布特寫
![]()
- 扣點特寫
![]()
- EPS成品
![]()






- 取出帽殼
![]()
- 檢查品質
![]()
- 去除毛邊
![]()
- 鑽孔
![]()
- 帽殼陳列
![]()
- 帽殼特寫
![]()






- ABS顆粒
![]()
- 更換模具
![]()
- 取下的模具
![]()



- 射出成形機
![]()
- 原物料
![]()
- PVC顆粒
![]()
- 除去注料孔
![]()
- 半成品
![]()





- 安全帽零件
![]()
- 空風孔特寫
![]()
- 鉚釘凹槽
![]()



- NG不良品區
![]()
- NG不良品區-2
![]()


- 磨帽作業
![]()
- 去除接痕
![]()



這時工作人員帶小編來到另一個區域,原來在帽殼生產的同時,另一邊也在進行內襯的縫紉工作,這裡擺放了布料、海綿與許多安全帽內襯的原物料,數十台縫紉機的作業區看起來相當壯觀。
- 內襯車縫-1
![]()
- 內襯車縫-2
![]()
- 內襯車縫-3
![]()
- 內襯車縫-4
![]()




- 內襯內部細節
![]()
- 不同密度海綿墊
![]()
- 布料與車縫線細節
![]()



- 安全帽鏡片
![]()
- 鏡片儲放區
![]()


| |
- 未烤漆的帽殼
![]()
- 二次磨帽
![]()


- 上漆影片
- [embedded content]
- 上漆照片
![]()
- 上金油
![]()


- 上金油成品
![]()
- 上漆成品
![]()
- 帽簷
![]()
- SUZUKI限量帽
![]()
- 完成品-1
![]()
- 完成品-2
![]()






- 檢查烤漆
![]()
- NG 品
![]()
- 瑕疵特寫
![]()
- 內部圈記
![]()




| |
- 油墨存放區
![]()
- 轉印膜
![]()
- 水標紙
![]()
- 網版
![]()
- 溫濕度計
![]()
- 空調濾網
![]()






- 網印-1
![]()
- 第一層底色
![]()
- 堆疊成形
![]()
- 檢視品質
![]()
- 成品圖案
![]()
- 分層存放
![]()
- 保留空間
![]()







- 全自動機台
![]()
- 自動輸送帶
![]()
- 印刷過程
![]()



- 靜置區-1
![]()
- 靜置區-2
![]()
- 圖案-1
![]()
- 圖案-2
![]()




- 分別歸類
![]()
- 範例水標
![]()
- 顏色區分
![]()



- 洗版水槽
![]()
- 網版存放區
![]()
- 顏色區分
![]()
- 網版群組
![]()




- 檢驗區
![]()
- 檢查品質
![]()
- NG品-1
![]()
- NG品-2
![]()
- NG 特寫
![]()





- 成品儲存區
![]()
- NG品存放區
![]()


| |
- 水標流程
![]()
- 水標盤面
![]()
- 水標波紋
![]()
- 刮除氣泡與波紋
![]()
- 移除水標紙
![]()
- 檢查細節
![]()






- 洗帽動作
![]()
- 擦乾水份
![]()
- 静置乾燥
![]()
- 水標完成
![]()




- 檢查水標品質
![]()
- 通風件檢查
![]()
- 水標品檢室
![]()



| |
- 組裝產線
![]()
- 帽殼件
![]()
- 下巴件
![]()
- 待組裝區
![]()
- 頤帶零件
![]()
- 鏡片底座
![]()
- 燈具件
![]()
- 鼻罩
![]()
- 螺絲零件
![]()
- 扣具零件
![]()










- 防水膠條
![]()
- 膠條物料
![]()
- 上膠固定
![]()



- 組裝作業區
![]()
- 吻部件安裝
![]()
- 通風件安裝
![]()
- 開關零件
![]()
- 可樂帽零件組裝
![]()





- 安裝頤帶&上膠
![]()
- EPS 預備區
![]()
- EPS 安裝區
![]()
- 上膠作業
![]()
- 黏合通風網
![]()
- 後部通風網
![]()






- 黏合兩頰內襯
![]()
- 夾具固定
![]()
- 兩頰內襯放置區
![]()
- 吻部 EPS 造型
![]()




- 鎖上內襯扣點
![]()
- 安裝內襯
![]()
- 檢查內部零件
![]()
- 裝上底部飾蓋
![]()
- 安裝鏡片座與鏡片
![]()





- 成品品檢區
![]()
- 組裝完成品
![]()
- 待品檢安全帽
![]()
- 擦拭外觀
![]()
- 裝袋
![]()
- NG淘汰品
![]()






- 售後維修區
![]()
- 維修便利貼
![]()


| |
- 貼紙箱標籤
![]()
- 待出貨安全帽
![]()
- 確認帽款型號
![]()
- 放入對應紙箱內
![]()
- 封箱準備出貨
![]()





- 等待物流貨車
![]()
- SUZUKI專屬帽款
![]()
- ROG訂製款式
![]()



| |
- 複材廠區
![]()
- 帽殼半成品
![]()
- 布料預浸機
![]()
- 預浸機標示
![]()




- 複材帽殼樣品
![]()
- 複材加工模具
![]()
- 複材帽殼半成品
![]()
- 碳纖帽殼半成品
![]()
- 碳纖維紋路特寫
![]()





- 多種模具
![]()
- 模具內部形狀
![]()
- 配件模具
![]()
- 天車吊環
![]()
- CNC 車削機
![]()
- 水刀加工機
![]()
- 放電加工機
![]()







| |
- 設計部門
![]()
- 彩繪資料書
![]()
- 彩繪設計稿
![]()
- 討論初稿
![]()
- 彩繪五向圖
![]()





那安全帽的彩繪呢?SOL 除了自己設計安全帽彩繪之外,近年來大量與國內設計公司配合,由設計公司提供彩繪設計稿讓 SOL 挑選,被選中的彩繪會從單純的側面變成五視圖,而最後選中的款式會與網版印刷的工程師討論如何拆色,安全帽的彩繪就是這樣被設計出來的。
- 製版底片疊層
![]()
- 水標貼紙樣張
![]()
- 製版底片特寫
![]()
- 比對圖
![]()




| |
- 鏡片座耐久測試
![]()
- 下巴件耐久測試
![]()
- 各種檢測設備
![]()
- 落沙試驗機
![]()
- 試驗機名稱
![]()
- 沙子
![]()






- 頭盔描點設備
![]()
- 使用說明
![]()
- 帽體正面
![]()
- 撞擊區域
![]()
- 下巴鋸開
![]()
- 帽體左側
![]()
- 帽體右側
![]()
- 後腦杓
![]()








- 靜態頤帶強度測試機
![]()
- 試驗砝碼區
![]()
- 放上砝碼
![]()
- 砝碼固定位置
![]()
- 其他設備
![]()
- 動態頤帶強度測試機
![]()
- 頭盔翻脫試驗機
![]()







- 頭盔剛性試驗機
![]()
- 機器名稱標示
![]()


- 咦!有冰箱
![]()
- 有冰淇淋可以吃?
![]()
- 唷!原來是安全帽
![]()
- 測試項目標示
![]()
- 鏡片冷凍
![]()
- 高溫箱
![]()
- 設備標示
![]()
- 安全帽擺放
![]()








而另外一邊也有高溫箱來保存安全帽,裡面大約用攝氏 50 度來存放安全帽,看安全帽在這樣的溫度下會不會變形或軟化,加溫後的安全帽同樣會拿來做衝擊力吸收試驗,這樣的測試主要是確保安全帽在沙漠或是赤道周圍的炎熱國家也能保持該有的衝擊力吸收表現。
| |
- 鏡片珠擊試驗機
![]()
- 測試影片-1
- [embedded content]
- 測試影片-2
- [embedded content]
- 射速顯示器
![]()
- 射擊管路
![]()
- 被測帽款
![]()




- 珠擊測試帽
![]()
- 鏡片凹點
![]()
- 反光角度
![]()
- 15 發測試-1
![]()
- 15 發測試-2
![]()





| |
- 衝擊吸收試驗機
![]()
- 機台名稱
![]()
- 球砧/平砧
![]()
- 升降機構
![]()
- 頭型
![]()
- 底部鎖點
![]()
- 安裝
![]()
- 比對正面
![]()
- 比對側面
![]()









- DOT衝擊力測試(正面)
- [embedded content]
- CNS加強型(右側)
- [embedded content]
- CNS加強型(背面)
- [embedded content]
- DOT正面
![]()
- DOT正面特寫
![]()
- CNS加強側面
![]()
- 側面特寫
![]()
- CNS加強背面
![]()
- 背面特寫
![]()






- 取出EPS保麗龍
![]()
- EPS 保麗龍裂痕
![]()


- DOT正面撞擊後
![]()
- 撞擊前的厚度
![]()
- CNS加強型側面撞擊
![]()
- 側面損傷特寫
![]()
- CNS加強型背面
![]()
- 背面凹陷特寫
![]()






| |
- 耐穿透試驗機
![]()
- 調整角度
![]()
- 金屬頭型與膠布
![]()
- 尖錐造型
![]()
- 尖錐升起高度
![]()





[embedded content]
測試的過程非常短暫,鋼管內的尖錐從 310 公分的高度垂直落下,在 21 秒的瞬間看起來直接擊穿了帽殼,接下來就直接看下方的測試結果吧。
- 耐穿透測試
![]()
- DOT測試點
![]()
- CNS測試點
![]()
- 取出 EPS 保麗龍
![]()
- 保麗龍凹陷特寫
![]()
- 帽殼內部穿刺點
![]()






| |
- 三軸衝擊吸收試驗機
![]()
- 機台名稱
![]()
- 撞擊點標示
![]()



[embedded content]
工作人員固定好安全帽之後機器會升高到測試所需的 3 公尺高度,按下開始之後安全帽直接以自由落體的速度落下,撞擊力之大甚至讓鏡片直接噴飛,讓我們來檢視一下撞擊後的安全帽狀況怎麼樣了。
- ECE 正面撞擊
![]()
- 帽殼裂開
![]()
- EPS裂痕-1
![]()
- EPS裂痕-2
![]()
- EPS裂痕特寫
![]()
- 內襯扣點凹陷
![]()
- EPS 保麗龍凹陷
![]()







| |
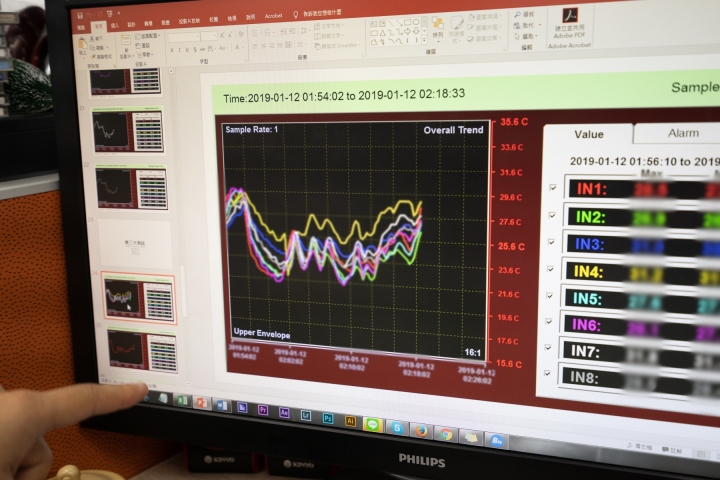
- 多點溫度記錄器
![]()
- 將感測器放入氣道中
![]()
- 戴上安全帽準備測試
![]()



- 揹上紀錄儀器準備測試
![]()
- 第一波測試
![]()
- 第二波測試
![]()




- 插上電腦確認數據
![]()
- 測試溫度曲線圖
![]()
- 測試數據紀錄
![]()

| |
- 安全帽剖面
![]()
- 鏡片預留空間
![]()
- 側面視角
![]()



另外,如果是有內墨片設計的安全帽會發現前額下緣的 EPS 保麗龍比較短一些,從特寫的照片能看到這個空間主要是預留給內墨片使用,所以在額頭部位的 EPS 厚度會比頭頂還要薄一些,但這頂 SF-6 的前額 EPS 保麗龍還是有 24.5mm 的厚度,所以還是可以通過美國 DOT 或台灣 CNS 加強型的檢驗標準。
- 雙層設計
![]()
- 有內墨片 EPS
![]()
- 無內墨片 EPS
![]()
- 頂部與底部分離
![]()




| |
[embedded content]
這部分是小編與 SOL 楊總經理的專訪影片,裡面匯集了小編自己與網友會感興趣的問題,整個專訪問與答的過程大約 30 分鐘,對安全帽很有興趣的網友建議直接看影片,如果比較喜歡看文字的網友,小編也根據影片準備了約 3400 字的專訪問答逐字稿,不過影片裡面的對話內容還是比較豐富,希望這段問與答的內容可以幫大家解決對於安全帽的疑問。
Q1:可以請楊總經理介紹一下自己嗎?
A1:OK,我叫楊中琦,在 SOL 公司已經待了 15 年,這間公司是由我的父母親所創立的,我在這間公司擔任業務兼開發、研發工作。
Q2:請總經理分享 SOL 品牌成立的故事。
A2:SOL 這個品牌的名稱其實不是英文,它是西班牙文太陽的意思,剛開始要創立這個品牌的時候是因為國內的大型重機開始盛行,所以我們才想要創立這個品牌來服務台灣的消費者,在當時利用工廠額外的產能來做 SOL 這個品牌,這個品牌在成立了大概 14 年之後也奠定了滿好的基礎。
Q3:在成立 SOL 這個品牌之前,公司主要的業務是什麼?
A3:我們公司主要是以 OEM 代工為主,是做美國、加拿大的市場為主,大概 95% 以上都做 OEM 代工,公司內百分之百都是生產安全帽的產品。
Q4:SOL 在台灣市場的市佔率或年產量約為多少?
A4:我自己來講市佔率的話是不太準,但以本公司行銷部門有做過 1400 份學生問券調查,最後得到的市占率數據大概是 29.5%,數據從這 1400 份的調查中產生出來。
Q5:SOL 除了台灣之外,還在全球哪些國家銷售?
A5:其實我們有賣到大陸、韓國、菲律賓、智利、俄羅斯等國家,其實我們自己的公司除了美國、加拿大地區只做代工之外,其他可以發展的國家我們都是用自有品牌 SOL 去行銷。
Q6:SOL 品牌堅持 100% 台灣製造的原因是什麼?
A6:其實 100% 台灣製造是我們一直堅持的,在台灣並不代表你一定要外移才有辦法生存,要看自己品牌的定位在哪裡、你的公司管理要如何在台灣能夠生存,我們公司沒有外移很重要的原因其實是"管理",要做到外移成本會降低,但管理會非常的困難,那 SOL 已經在十幾年前沒有做到外移,現在這個時候來做外移其實並不是很恰當,我們既然沒有做到外移,SOL 就要在管理上比別人更好,未來才有辦法在台灣繼續生存。
Q7:SOL 的產品與製程與其他安全帽品牌有什麼不同?
A7:安全帽產品其實大部分都大同小異,差別只會在一些細節上,SOL 特別在乎一些外觀彩繪的開發、顏色的開發,SOL 現在已經慢慢往提升舒適度發展,看是否可以跟一些進口帽來比拚,在舒適度這方面 SOL 也下了不少功夫。
Q8:SF-5 和 SF-6 安全帽的 360° EPS 設計對於安全性有什麼提升?
A8:360° EPS 的防護設計其實是從 ECE 測試標準衍生而來,因為 SOL 的帽殼安規主要是以美國、加拿大的 DOT 為主,DOT 沒有下巴的撞擊測試,但是 ECE 有下巴的撞擊測試,現在 SOL 有很多款型號是有過 ECE 的認證,但 SOL 還是以 DOT 安規為主,就是因為我們有過了這個認證,所以順勢把這個防護性增加來服務台灣的消費者
Q9:SOL 在鏡片座的設計有什麼值得分享的地方?
A9:其實 SOL 從最早期十年前的鏡片座是從 OEM 的角度出發的,最早是從鏡片供應商的設計衍生而來,那 SF-5 的鏡片座其實是一個彈簧浮動式機構,SOL 從 SF-5 之後的 SF-6 也是用了一些浮動式的機構,以這些開發案來講,我們都是花了不少心力去做開發,我們是希望有更好的機構跟更方便的使用,讓消費者可以更容易去安裝,所以我們在鏡片的機構上也有申請專利,讓消費者可以更容易的使用。
Q10:SOL 品牌的安全帽未來會結合藍芽耳機、行車紀錄器或 HUD 顯示器嗎?
A10:其實 HUD 抬頭顯示器我們早在 3~4 年前就有投入一些人力去做開發,事實上我們也花了很多時間去做,但成果上其實都是不如預期,所以我們在兩年前已經捨棄了這一塊,SOL 還是專心在安全性部分做到精進。
Q11:比起其它品牌,為什麼 SOL 的安全帽比較重?
A11:其實我們的帽子比較重很重要的原因是因為測試規範,像我剛才有提到 ECE 跟 DOT 的測試,這是全球最大的兩個測試標準,ECE 就是在歐洲使用的標準,美國、加拿大或南美地區就需要 DOT 標準才能販售,DOT 帽子是有做到 3 公尺 3 公斤的尖錐穿透測試,DOT 的測試也是一個區域性,在安全帽上畫一條測試線,在範圍內任何一點都可以做撞擊,所以 DOT 需要有更全面性的防護,但是以 ECE 的測試來說它是固定點,分為前、中、後與左右兩側固定點撞擊,加上 ECE 沒有穿透測試,既然是固定點測試,廠商當然會想辦法去在固定點上面做到加強,沒有測試的地方當然就會偏弱,所以 ECE 標準的帽子很容易做到輕量化,但以 DOT 來講需要做到全面性的防護,因為它的撞擊測試點不是固定的,又包含了穿透的測試項目,穿透測試對我們公司而言,現在我們是把專透測試的標準拉高到 310 公分,所以比標準的 300 公分測試來的更高,因為我要保證我每一頂帽子出廠我的耐穿透都是 OK 的,我才不會在邊緣值。
Q12:安全帽內部的 EPS 保麗龍分為幾種?跟魚市場的保麗龍有差別嗎?
A12:白色保麗龍是一般大家所最常見的,其實安全帽的 EPS 保麗龍與魚市場的保麗龍兩者的原料都是一樣的,但是兩者的密度是不一樣的,我們在安全帽上來講,因為我們要通過一些通過一些低溫(-10°C ~ -20°C)跟高溫(50°C)的測試,要通過這些測試的保麗龍密度選擇就非常的重要,以現在而言我們有些帽款是用灰色的保麗龍,灰色跟白色保麗龍的原料是一模一樣的,只是它有經過染色,而黑色的保麗龍是進口的保麗龍基材,成本會比白色保麗龍貴將近兩倍,以安全帽來講大部分的品牌都沒有用到黑色的保麗龍,就連日系知名品牌也都是用白色的保麗龍,比較常用到黑色保麗龍是在腳踏車的安全帽(幾乎都是選擇黑色的),黑色保麗龍確實在一些抗衝擊吸收是有些微的幫助,黑色保麗龍的價格是白色的兩倍,但是衝擊吸收卻沒有好兩倍,只有些微好一點,所以大部分的廠商還是選擇在白色保麗龍去做染黑的動作,SOL 的保麗龍密度選擇其實是非常重要,要選擇一個很適當的密度,在低溫或高溫都要能吸收衝擊,像剛才提到魚市場的保麗龍它都是偏軟的,如果是偏軟的保麗龍在高溫的測試數據就會非常的差,如果保麗龍太硬,在低溫的測試數據就會非常的差,所以這會演變出 SOL 現在有很多帽款都做到雙密度的保麗龍,雙密度保麗龍其實是在一些進口帽才有使用,國產帽比較少人會去用到雙密度的保麗龍,那也是因為 SOL 對安全的一些要求,所以 SOL 才使用雙密度保麗龍。
Q13:摔到或出車禍撞擊過的安全帽還能再繼續使用嗎?
A13:我們不會建議安全帽已經發生事故之後再繼續使用,因為保麗龍是一個發泡材,只要有受到擠壓的區域就會被壓縮,那壓縮之後它的衝擊吸收的係數就會降低,那以一般的而言我們稍微撞到其實外殼是夠厚的,它不會影響到保麗龍的擠壓,所以日常生活在使用不小心撞到是沒有問題的,可是如果有經歷一個大的事故,一般建議還是不要再繼續使用。
Q14:對安全帽來說,要通過哪些安規測試是比較困難的?
A14:以我們做 DOT 安規標準而言,最主要是在穿透測試上比較難,如果把帽殼加厚相對重量就會增加,現在的消費者都很希望買到輕量化的帽款,如果加厚帽殼重量會增加,如果變薄了又怕穿透測試沒辦法通過,所以這是我們在 DOT 安規測試上感到比較困擾的地方,至於衝擊吸收其實對我們而言並不是太難,像我剛才提到的穿透是 3 米 3 公斤標準,其實現在全世界的安規最嚴苛的穿透測試也是 3 米 3 公斤,因為 SNELL 標準也是大家公認比較不好過的安規,它的穿透標準也是跟 DOT 一樣,所以 3 米 3 公斤的穿透是現今全世界最嚴苛的穿透測試,舉例來說,台灣的 CNS 普通型就只有 1 米 3 公斤,CNS 加強型標準也才 2 米 3 公斤,可想而知 3 米重力加速度的 3 公斤下來的穿透力道會遠遠大過台灣自己的 CNS 加強型或普通型,所以穿透是 SOL 滿需要去研究該怎麼去突破的部分。
Q15:SOL 大部分的帽殼是 ABS 材質,那可樂帽的下巴件也是嗎?
A15:SOL 在全系列的可掀帽(台灣俗稱可樂帽)的下巴件都是採用 PC 材質,我們為什麼會選擇 PC 材質,是因為可樂帽的下巴跟帽體其實是分開的,PC 材質的韌度是比較足夠的,所以如果在下巴發生衝擊或車禍跌倒了會比較不容易碎裂,這也是為什麼可樂帽比一般安全帽更重的原因,另外,可樂帽會更重是因為裡面的機構很多,所以市面上不管什麼品牌的可樂帽都比全罩帽更重一些。
Q16:碳纖維材質的安全帽跟 ABS 材質的安全帽的設計與安全性有什麼差異?
A16:以 SOL 的碳纖維帽款來說,現在有做的只有兩款(AO-1、AF-1),以 AF-1 來說它是屬於複合材質,AF-1 的表面是用碳纖維的紋路去堆疊出大家要的外型,但我們如果要做到可以通過 DOT 的標準,那裡面就會再加入一些玻璃纖維材質去堆疊出一定的厚度,在做衝擊(Impact)或者是穿透的時候比較容易可以過的了。
其實以一般的品牌來說,像日本的 Arai、SHOEI 它們也從來沒有在碳纖維安全帽這一塊大力的宣導碳纖維就是最好,一般來說,如果安全帽要做到很輕,其實大部分的碳纖維帽款只能通過 ECE 的測試,如果碳纖維安全帽要做很輕,那他們就就在局部作做加強,如果要用碳纖維去做到 DOT 的版本,那它還是會有相對的重量,原因就出在穿透測試上面,如果碳纖維安全帽要通過 DOT 穿透測試的話,碳纖維裡面一定需要在鋪上玻璃纖維的材質,讓你有足夠的厚度可以去抵擋穿透測試。
Q17:SOL 在安全帽內襯的設計上做了哪些改良?
A17:SOL 的內襯眼鏡溝在剛開始做的時候其實被消費者詬病,做的根本不夠,設計要符合每一款眼鏡其實也有難度,眼鏡也有分細、粗,你在插(鏡腳)的時候其實還是會有一些阻礙,在 SF-6 上我們其實是運用了第四或第五個版本(的內襯),我們是一直做到改進,讓我們的員工一直去做到試戴的動作,我們也把安全帽提供給媒體去做測試,相對的,你們回饋回來的評價,如果我們可以在販售之前做到調整,我們一定會做到調整,在剛剛就有提到SOL 現在已經慢慢的往比較舒適的內襯去做到研究、去做到開發,所以在眼鏡溝的部分也是我們其中一個研究跟開發,我也希望未來未來的每一款安全帽,在眼鏡溝上面都可以做到很不錯的進步。
| |
- 安全帽外型
![]()
- 配戴感受
![]()


| |
- 回文贈獎獎品
![]()
- SOL 金屬銘牌
![]()


只要你在文末留言中回答看完本篇文章的心得或是過去安全帽的使用經驗,不論是 SOL 品牌或是其它品牌的安全帽,不論是對產品的讚美或是抱怨都可以,或者是你過去使用 SOL 安全帽的心得或建議都可以,只要是跟這篇文章主題有明確的相關都具有抽獎資格,重複留言或無關主題的留言將不具備抽獎資格,抽獎留言時間從即日起到 5/10 下午三點截止,想抽安全帽與其它獎品的網友敬請把握!
from Mobile01 本站新聞 http://bit.ly/2GGUkX4

沒有留言:
張貼留言