Epson是印表機知名品牌,而他們的列印技術不僅用在紙張上,也用在數位紡織上。數位紡織列印相較傳統紡織印染有小量多樣、環保、交期短的優點,不少奢侈品牌就是採用Epson的技術印製紡織品。Epson今年剛在日本成立亞洲數位紡織中心,我們看到了難得一見的數位紡織流程、設備,也進一步了解數位紡織領域的發展現況。

數位紡織列印適合小量多樣,在高價奢侈品市場受到青睞。
Epson亞洲數位紡織中心位於日本長野縣諏訪郡「富士見事業所」內,負責客戶銷售前測試支援的任務,當客戶有意採購Epson製造的數位紡織列印機Monna Lisa,可在此實際檢視列印過程、時間及產品品質。
這裏有完整的數位紡織生產線,包括前處理、列印、後處理、驗布,整個流程如下:
Step 1. 定型機 Stenter(前處理到乾燥 Pre-treatment to Drying)
應用在前處理及印好後送洗的織品乾燥,具有以下四種功能:進布 Applying unit、拉幅勾 Tentering unit、乾燥 Drying unit、送風 Winding unit。其中乾燥、送風屬於後處理的步驟。此機台也用於特殊處理,例如防水或軟化織品等。

這一大台就是定型機,從前到後提供進布、拉幅勾、乾燥、送風四種功能。進布之後進行的前處理是上漿(Coating)。

進布過程中有四顆鏡頭檢查布是否平整,有歪會自動處理。

這是進布區的背面。

這一段是拉幅勾。
過程中會將布的兩側打上勾釘,兩旁用滾輪拉撐,所以我們看到布匹的兩側有洞是這麼來的。

這部分負責後處理(Post-processing)中的乾燥、送風,熱能來自瓦斯或電力,看不見內部長怎樣。

乾燥之後就是出口了。

布出來之後會自動捲起來。
[embedded content]
定型機運作實況。
這台定型機由義大利Salvadé CORINO製造,長約16公尺、寬約4.7公尺、高約3.1公尺,重約15.4公噸,最快每分鐘可處理15公尺的布料。
Step 2. 數位紡織列印機 Monna Lisa Evo Tre 32
這台才是Epson要銷售的產品,基本上可視為超大型印表機,由Epson自家製造,長約4.16公尺、寬約6.82公尺、高約2.34公尺,重約3.6公噸。名稱中的32表示有32個印字頭,以8x4的方式排列,8個印字頭各負責印一種顏色,排成4列。Epson也有8、16、64個印字頭的產品,越多就越高階。Monna Lisa Evo Tre有:反應性(活性)reactive、酸性acid、分散性disperse、顏料pigment四種墨水模式,分別可應用在列印絲、縲縈(人造絲)、棉布、羊毛、尼龍、聚脂纖維等材質。

這一台就是Monna Lisa Evo Tre 32,操作員左邊看起來是不是像一台大型印表機?

大印表機內部。
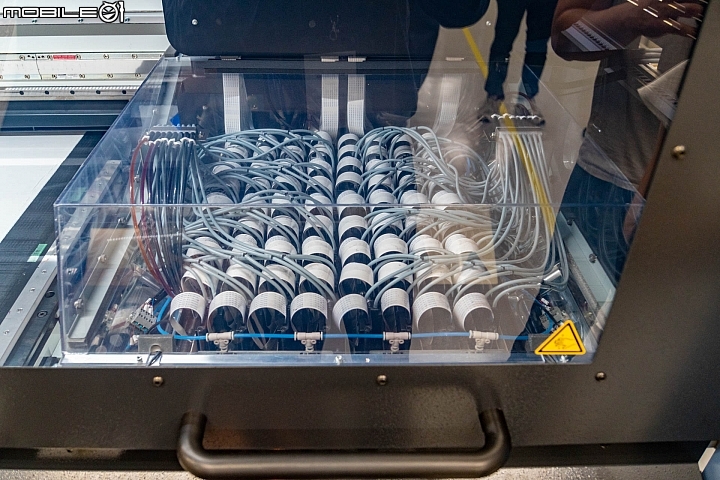
印字頭陣列。

連墨水匣都是放大版,叫做墨倉(Ink Tank),共8種顏色,每箱10公升容量。
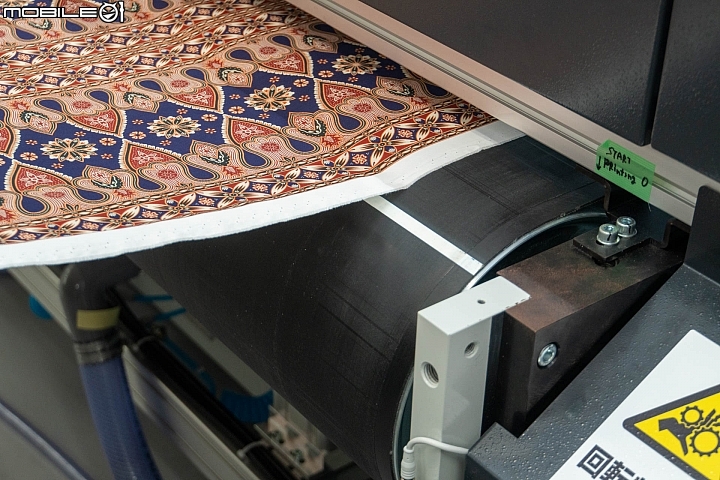
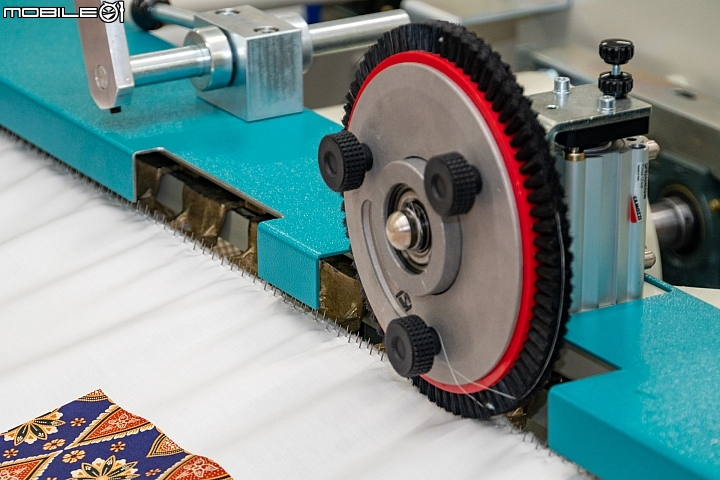
Monna Lisa Evo Tre 32的滾筒上有膠水,列印時會同時將紡織品拉撐去除皺摺。
[embedded content]
Monna Lisa Evo Tre 32運作實況。
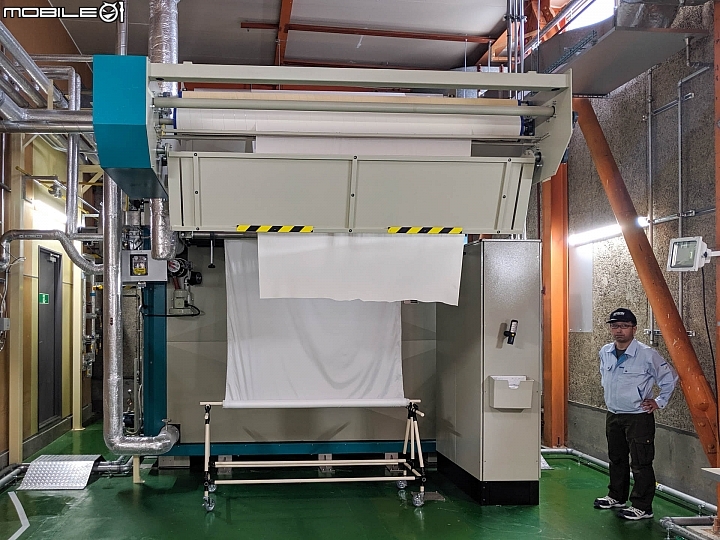
Step 3. 烘乾設備 Pre-dryer
從Monna Lisa Evo Tre 32印好的紡織品會進入烘乾設備中,預防墨水自纖維織品上流下來。這台烘乾機由義大利Unitech製造,長約4.3公尺、寬約3.1公尺、高約3.32公尺,重約2.52公噸。列印好的紡織品使用3pass的電熱器烘乾,相較1pass的產品有更高的乾燥能力。

在Monna Lisa Evo Tre 32對面的就是烘乾設備。
Step 4. 蒸氣發色機 Steamer(後期處理)
接下來進入後處理流程,烘乾後的紡織品要放進蒸氣發色機,使用蒸氣固定染劑顏色。紡織品放入時會彎曲以背對背的方式懸掛,避免表面互相接觸。蒸氣發色機由義大利Salvadé製造,長約5.49公尺、寬約4.26公尺、高約3.68公尺,重7.69公噸,可容納50公尺長的紡織品,內部溫度約攝氏102-170度,每小時約消耗600公斤的蒸氣。
這台就是蒸氣發色機。

設備右側有小窗戶可以看見內部的狀況。

裏面是這個樣子。
Step 5. 水洗設備 Washing Unit(後處理製程)
蒸好之後進入水洗設備洗掉多餘的染料及前處理時上的漿,紡織品前後端會綁起來圈成一圈繞在水洗設備上,一邊轉一邊沖洗。共有四個水槽經過四個步驟以冷水、熱水、清潔劑洗淨。水洗設備由義大利Salvadé製造,長約2.37公尺、寬約3.56公尺、高約3.05公尺,重1.2公噸。

水洗設備。

紡織品是圈成一圈旋轉沖洗。
[embedded content]
水洗設備運作實況。
Step 6. 驗布設備 Fabric inspection machine
最後進入驗布設備以LED燈具照明檢查,確認是否有除針、斷針、水平條紋、顏色不均。驗布設備由義大利Tecno Team製造,長約1.22公尺、寬約2.73公尺、高約2.2公尺,重0.7公噸。

驗布設備。
至此完成全部的數位紡織流程。
可發現除了Monna Lisa Evo Tre之外,所有設備都是義大利製造。因為Epson自1998年起進入數位紡織領域時,就是與義大利絲綢之鄉Como的團隊合作。2003年第一代Monna Lisa問世,2014年成立Como數位紡織中心,2015年併購義大利For.Tex,2016年併購義大利Robustelli,2019年在日本成立亞洲數位紡織中心,主要市場就是在義大利與日本。
Epson與For.Tex、Robustelli的合作關係中,For.Tex擅長紡織印染流程,在前後處理的化學部份有經驗,Robustelli則是對紡織印刷機有專門技術。Epson提供的是噴墨科技,也就是自家研發的PrecisionCore精點微噴技術。Epson自行設計、製造的PrecisionCore列印晶片可在1.33吋的長度內具備兩列各400個,一共800個噴口,以電壓控制噴墨。依據商用印表機、大尺寸印表機、標籤印刷機等不同應用設計不同的印字頭,每種印字頭上的列印晶片視需求有不同的數量與排列。
Epson表示傳統紡織印染可表現的顏色、材質較多,但數位紡織列印相較有小量多樣、環保、交期短、漸層佳的優點。在高價奢侈品牌市場有優勢,如Chanel、Hermes、Ferragamo、Gucci等品牌都有採用Monna Lisa的解決方案。
傳統紡織印染與數位紡織列印流程比較。

傳統印刷一個版就要佔據不少空間,一條線可能有不少版。
根據他們的調查,在圖片(Photo & Graphic)、廣告(Signage)、紡織(Direct to Fabric, DTF)、標籤(Labels)四個印刷市場中,紡織是目前數位化程度最低的,認為有相當大成長空間。希望能將數位紡織市場從高價奢侈品牌擴張到快時尚、一般成衣、運動品牌等。他們有能力直接支援DTG(Direct to Garment,成衣直噴)、ST(Sublimation Transfer,熱昇華轉印)、DTF(Direct to Fabric,纖維直噴)等服務。
目前Epson在全球擁有100多個數位紡織客戶,Monna Lisa裝機量超過300台。台灣自2015年起已有5台裝機量,其中2台是今年剛銷售給台灣最大的紡織廠。Epson表示台灣數位紡織印刷成長迅速,在運動與戶外服飾品牌較受青睞,熱昇華轉印到機能衣的市場持續成長,客戶大多傾向使用32噴頭以上的高速機種,預期今年度有機會再賣出一台Monna Lisa。
from Mobile01 本站新聞 https://ift.tt/34gBktj

沒有留言:
張貼留言